
Utforskar slipteknik för hårdmetallformar
Utforska slipteknik avhårdmetallformar
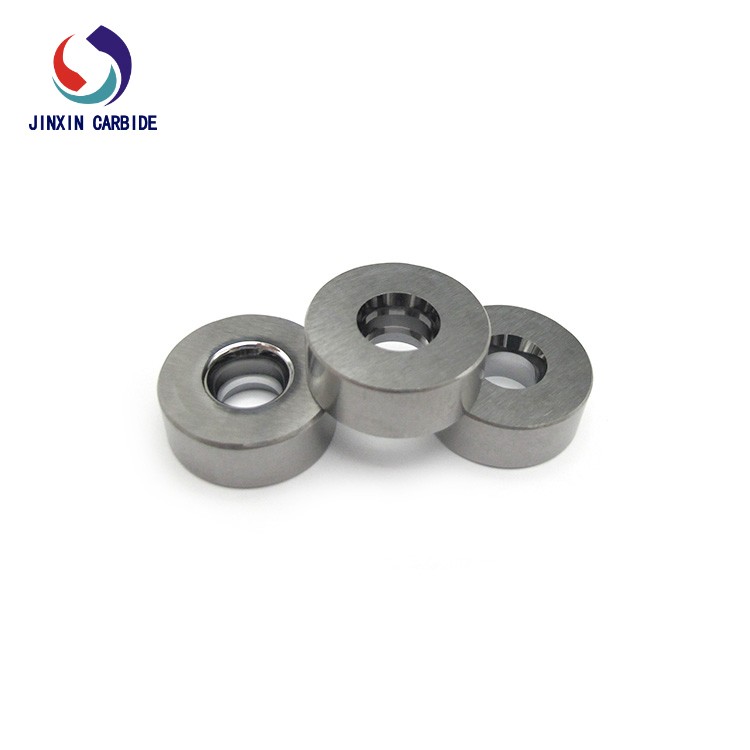
Bearbetning av cementerad karbid dörkan uppnås med tekniker som slipning och elektrisk korrosion. En detaljerad förståelse av slipteknik kan bättre tillverka arbetsstycken och minska defekter i bearbetningsprocessen. Låt oss sedan gå in på bearbetnings- och sliptekniken för hårdmetallformar och avslöja dess mysterium.
(1) Val av slipskivor: Slipskivor krävs för slipning avhårdmetallformar. Grovslipningen tar främst hänsyn till bearbetningseffektiviteten. Partikelstorleken på diamantslipskivor kan väljas från 140#~170#; för finslipning bör bearbetning av legeringsformar övervägas. För dimensionstolerans och formtolerans kan partikelstorleken på diamantslipskivan väljas från 170 # till 200 #; för polering beaktas främst ytjämnheten, partikelstorleken på diamantslipskivan kan väljas från 270 # till 325 # och ytkraven kan väljas från W32 till W40 Granulär diamantslipskiva, självtillverkad polerpasta
(2) Slipning: I processen att slipa cementeradhårdmetallformar, välj en diamantskiva av lämplig storlek. Om det inte finns någon lämplig storlek kan du göra en icke-standard slipskiva. Enligt slipmaskinens fastspänningsbehov bearbetas en kvalificerad fast axel på slipskivan, och sedan blandas fosforsyra och kopparoxid enhetligt och används som ett bindemedel, som är jämnt belagt på substratets fogyta och slipskiva. Efter att limningen är klar, låt den stå stilla en tid. Efter stelning, värm fogytan långsamt med eld för att göra bindningen enhetlig och fast. Låt den svalna naturligt och låt den stå i 24 timmar före användning.
(3) Val av skärvätska: Skärvätskan för slipning av hårdmetallformar kan vara en kommersiellt tillgänglig specialemulsion eller natriumnitritlösning. Använd natriumnitritlösning, lös kommersiellt tillgängligt natriumnitrit i kranvatten och blanda i natriumnitritlösning. Nackdelen med att använda natriumnitritlösning är att spår av alkalivitt lätt lämnas kvar på ytan av arbetsstycken av volframstålform. Borttagningsmetoden är slipning Rengör och torka ytan på arbetsstycket i tid efter slutbehandling; Nackdelen med att använda en speciell emulsion är att en stor mängd skum kommer att genereras under malningsprocessen, och det är svårt att observera malningsprocessen. Var och en har sina fördelar och nackdelar.

 Hårdmetallrulle Hårdmetallvalsringar/hårdmetallrulle/volfram
Hårdmetallrulle Hårdmetallvalsringar/hårdmetallrulle/volframVolframkarbid rullring är ett slags met
 Anpassningsbart volframjiggfiskebete
Anpassningsbart volframjiggfiskebete97 % volfram med hög densitetSnabb prod
 volframkarbidformningsform
volframkarbidformningsformHårdmetall för kalltappning: Precision
 JX174 Avtagbara inskruvade däck Dubbhjul Snow Carbide Spikes
JX174 Avtagbara inskruvade däck Dubbhjul Snow Carbide SpikesJinxin dubbar används ofta i norra Euro
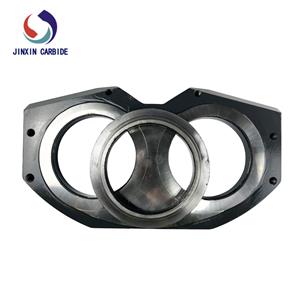 Slitplatta och ring för betongpump
Slitplatta och ring för betongpump1. Objekt: slitplatta och skärring av b
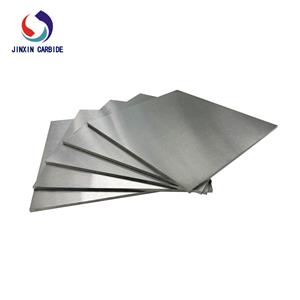 Volframlegeringsplåt, volframplåt, volframplåt
Volframlegeringsplåt, volframplåt, volframplåtAnsökan:* Astronavigation, Missiler, Fl
| WeChat/telefon: | +86 15573301853 |
|---|---|
| fax: | +86-731-22332243 |
| e - post: | jinxin012@ojinxin.com |